模压工艺参数确定
模压工艺参数:将模压料压制成合格制品所需要的适宜外部条件(温度、压力、时间),在生产上称为压制制度,包含温度制度和压力制度。
(1)温度制度:包括装模温度、升温速度、最高模压温度和恒温、降温及后固化温度等。
装模温度:模压料的挥发物含量高,不溶性树脂含量低时,装模温度低,反之则高;
升温速度:由装模温度到最高压制温度的升温速率。对快速模压,装模温度=压制温度,无升温速度;慢速模压,应选择适宜的升温速度。
最高模压温度:主要依树脂放热曲线确定。
(2)压力制度:包括成型压力、加压时机、放气等
成型压力:其作用是克服模压料的内摩擦及物料与模腔间的外摩擦,使物料充满模腔;克服物料挥发物的抵抗力及压紧制品以保证精确的形状和尺寸。
成型压力决定因素:模压料的种类及质量指标;制品结构形状尺寸;
薄壁制品大于厚壁制品;圆柱形制品大于圆锥形制品;制品结构复杂度。成型压力高,有利于制品质量提高。但过大的成型压力,容易损伤纤维降低制品强度。

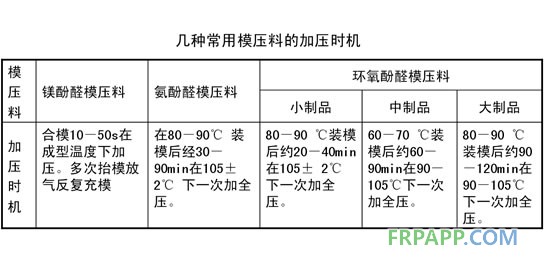
加压时机:其作用是克服模压料的内摩擦及物料与模腔间的外摩擦,使物料充满模腔;克服物料挥发物的抵抗力及压紧制品以保证精确的形状和尺寸。