高铁车辆、地铁车辆、卫浴洁具、建筑板材、电力电气、汽车工业等

◆ 模塑料制品的生产包括两个步骤
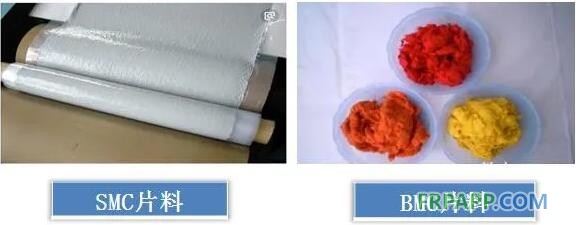
1.模塑料SMC片料和BMC团料生产
2.高温高压成型
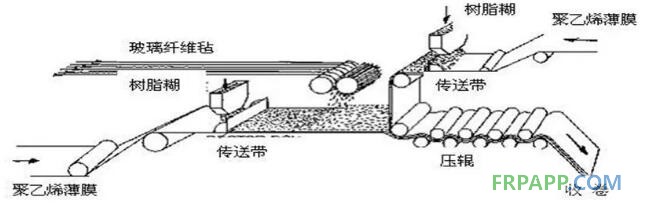
◆ 片状模塑料(SMC)预浸料生产包括三部分
1.树脂糊的生产
2.预浸短切纤维
3.熟化增稠
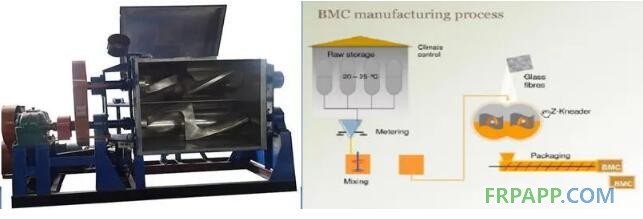
◆ 团状模塑料(BMC)预浸料生产包括三部分
1.树脂糊的混合
2.填料的分散
3.短切纤维的分散
SMC不饱和聚酯树脂的应用特点
1.1、SMC片材生产中容易出现的问题及其影响因素
1.1.1对片材的增稠性能的影响因素
1.1.1.1不饱和聚酯树脂的因素
影响因素1.水分
一般要求不饱和树脂的水分含量≤.01%
SMC浆料的水分含量≤0.15%
影响因素2.不饱和聚酯的分子质量
影响因素3.不饱和聚酯的酸值
1.1.1.2增稠剂的因素
影响因素1.MgO/Mg(OH)2类别及用量
高活性 中低活性
影响因素2.CaO/Ca(OH)2类别及用量
通用型SMC片材中,面临填料湿度较大或者梅雨季节空气湿度较大的情况下,适量补入 CaO/Ca(OH)2类别辅助提升片材的增稠性能。
1.1.1.3填料的因素
影响因素1.填料的助剂 硬脂酸
影响因素2.填料的助剂 硅烷偶联剂
影响因素3.填料的助剂 钛酸酯偶联剂
1.1.1.4颜料糊的因素
影响因素1.颜料糊的水分含量比较高
影响因素2.颜料本身的酸碱性
影响因素3.颜料本身含有的重金属
1.1.1.5纤维的因素
纤维的含水率控制,及纤维存储间的湿度控制
1.1.1.6助剂的因素
填料分散剂的选型
填料分散剂的加入顺序
1.1.2对片材的模压流动性的影响因素
1.1.2.1不饱和聚酯树脂的因素
影响因素1.不饱和聚酯树脂的增稠性能对流动性的影响
影响因素2.不饱和聚酯树脂的反应活性对流动性的影响,不饱和聚酯的双键密度,即单位质量不饱和聚酯中不饱和双键的含量
1.1.2.2阻聚剂的因素
影响因素1.不饱和聚酯树脂中的阻聚剂
影响因素2.生产片材时补加的阻聚剂
1.1.2.3片材中纤维含量的因素
纤维含量高过30%后,片材流动性相对降低
1.1.2.4固化剂的因素
影响因素1.固化剂的类别
影响因素2.固化剂的加入量
1.1.2.5模具温度的因素
一般情况下,模具温度较高,流动性较好;单模具温度过高,容易导致片料局部提前固化,形成制品缺陷
1.1.2.6压机压力的因素
压机压力较高,有利于加速片料流动;为了迎合压机吨位偏低,将片料做得比较软的情况,存在较高的风险。
1.2、SMC片材压制产品中的问题及其影响因素
1.2.1.1、缺料
缺料是指SMC模压成型件没完全充满,其产生部位多集中在SMC制品的边缘,尤其是边角的根部和顶部。
影响因素:1、放料量少;
2、SMC材料流动性差;
3、备压力不充足;
4、固化太快。
缺料产生机理及对策
1、SMC材料受热塑化后,熔融粘度大,在交联固化反应完成前,没有足够的时间、压力、和体积使融体充满模腔
2、SMC模压料存放时间过长,苯乙烯挥发过多,造成SMC模压料的流动性能显降低。
3、树脂糊末浸透纤维。成型时树脂糊不能带动纤维流动而造成缺料。由上述原因所引起的缺料,最直接的解决方法是切料时剔除这些模压料。
4、加料量不足引起缺料。解决方法是适当增大加料量
5、模压料中裹有过多的空气及大量挥发物。
解决方法有:适当增加排气次数,适当加大加料面积,隔一定时间清理模具;适当增大成型压力
6、加压过迟,模压料在充满模腔前已完成交联固化。
7、模温过高,交联固化反应提前,应适当降温
1.2.1.2、气孔
产品表面上出现有规则或不规则的小孔,其产生部位多在产品顶和中间薄壁处。
气孔产生机理及对策
1、SMC模压料中裹有大量空气以及挥发物含量大,排气不畅;SMC料的增稠效果不佳,不能有效赶出气体。
对于上述引起原因,可通过增加排气次数以及清理模具相结合的方法而得到有效的控制。
2、加料面积过大,适当减少加料面积可得到控制。在实际操作过程中,人为因素也有可能造成砂眼。比如加压过早,有可能使模压料裹有的气体不易排出,造成制品表面出现气孔的表面缺陷。
1.2.1.3、起泡
在已固化制品表面的半圆形鼓起
产生机理及对策
可能是材料固化不完全,局部温度过高或是物料中挥发分含量大,片材间聚集空气,使制品表面的半圆形鼓起。
1、适当提高成型压力。
2、延长保温时间。
3、降低模具温度
4、减小放料面积
5、制品表面颜色不均匀
1.2.1.4、翘曲变形
产生的主要原因是模压料固化不均匀和脱模后产品的收缩。
产生机理及对策
翘曲变形采用如下方法加以解决:
1、减少上、下模温差,使温度分布尽可能均匀;
2、使用冷却夹具限制变形;
3、适当提高成型压力,增加制品的结构密实性,降低制品的收缩率
4、适当延长保温时间,消除内应力。
5、调整SMC材料的固化收缩率
1.2.1.5制品表面波纹多
产生机理及对策
1、制品形状复杂,材料流动不均匀。增大压力,改用低轮廓添加剂
2、制品有流动纹,调整SMC配方或者改变加料形状
3、成型过程中收缩过大,改用低轮廓添加剂
1.2.1.6制品表面发暗
产生机理及对策
1、压力过低,增大压力
2、模内温度过低,提高模具温度
3、模具表面不理想,对模具表面镀铬