BMC模塑料的压制成型原理及其工艺过程与其他热固性塑料基本上是相同的。在压制时,将一定量的BMC模塑料放入预热的压模中,经加压、加热固化成型为所需的制品。
1、 BMC模压成型工艺特点
①浪费料量少,通常只占总用料量的2%-5%,实际的物料损耗量还取决于所成型制品的形状、尺寸及复杂程度。
②在成型过程中,BMC模塑料虽然是含有大量的玻璃纤维,但是却不会产生纤维的强烈取向,故制品的均匀性、致密性较高,而残余的内应力也较小。
③在加工过程中,由于填料和纤维很少断裂,故可以保持较高的力学性能和电性能。
④在压制时由于其流动长度相对来说较短,故模腔的磨蚀也不严重,模具的保养成本也较低。
⑤与注射成型相比,其所采用的成型设备、模具等的投资成本较低,因此整个制品的成型成本也较低。
2.压制成型工艺过程
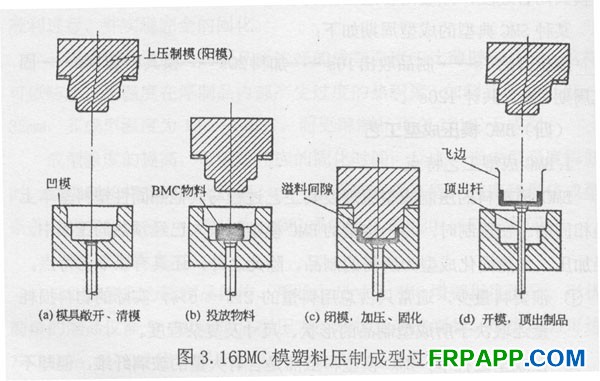
压制成型时,是将一定量的准备好的BMC模塑料放进已经预热的钢制压模中,然后以一定的速度闭合模具;BMC模塑料在压力下流动,并充满整个模腔;在所需要的温度、压力下保持一定的时间,待其完成了物理和化学作用过程而固化、定型并达到最佳性能时开启模具,取出制品。
BMC模塑料压制成型过程如图3.16所示。
3.压制成型前的准备工作
作为湿式预混料的BMC模塑料含有挥发性的活性单体,在使用前不要将其包装物过早拆除,否则,这些活性单体会从BMC物料中挥发出来,使物料的流动性下降,甚至造成性能下降以致报废。当然,对于已拆包而未用完的BMC模塑料,则一定要重新将其密封包装好,以便下次压制之用。
①投料量的计算和称量
一般来说,首先是要知道所压制制品的体积和密度,再加上毛刺、飞边等的损耗,然后进行投料量的计算。装料量的准确计算,对于保证制品几何尺寸的精确,防止出现缺料或由于物料过量而造成废品及材料的浪费等,都有十分直接的关系,特别是对于BMC这种成型后不可回收的热固性复合材料来说,对于节省材料、降低成本,更具有重要的实际意义。
实际上,由于模压制品的形状和结构比较复杂,其体积的计算既繁复亦不一定精确,因此装料量往往都是采用估算的方法。对于自动操作的机台,其加料量可控制在总用料量的土1. 5%以内,而达到5%或超过此数量时,则肯定会在模具的合模面上出现飞边。这薄薄的一层超量的物料在加热状态的高模温作用下,会迅速地固化而形成飞边。
估算装料量的方法有许多。如有所谓“形状、尺寸简单估算法”、“密度比较法”和“注型比较法”等。
用上述方法估算出基本的装料量后,并进行几次的试压,就可以比较准确地得出BMC模塑料压制成型的装投料量。
②模具的预热
BMC模塑料是热固性增强塑料的一种,对于热固性塑料来说,在进行成型之前首先应将模具预热至所需要的温度,此实际温度与所压制的BMC模塑料的种类、配方、制品的形状及壁厚、所用成型设备和操作环境等都有关系。应注意的是,在模温未达设定值并均匀时,不要向模腔中投料。
③嵌件的安放
为了提高模压制品连接部位的强度或使其能构成导电通路等目的,往往需要在制品中安放嵌件。当需要设置嵌件时,则在装料、压制前应先将所用的嵌件在模腔中安放好。嵌件应符合设计要求,如果是金属嵌件,在使用前还需要进行清洗。对于较大的金属嵌件,在安放之前还需要对其进行加温预热,以防止由于物料与金属之间的收缩差异太大而造成破裂等缺陷。
在同一模腔中,如安放有不同类型、不同规格的嵌件,还应认真的检查嵌件的安放情况。嵌件的错位不但会产生废品,更严重的是有可能损坏型腔。总之嵌件应安放到位、准确并紧固可靠。
④脱模剂的涂刷
对于BMC模塑料的压制成型来说,由于在其配制时已在组分中加有足够的内脱模剂,再加上开模后制件会冷却收缩而较易取出,因此一般不需再涂刷外脱模剂。然而,由于BMC物料具有很好的流动性,模压时有可能渗入到构成型腔的成型零件连接面的间隙里,而使脱模困难,故对新制造或长期使用的模具,在合模前或在清模后,给模腔涂刷一些外脱模剂也是有好处的。所用的外脱模剂一般是石蜡或硬脂酸锌。
⑤装模
在BMC模塑料的压制成型中,装模操作是否得当、合理是很值得注意的,这不但会影响物料压制时在模腔中的流动,亦会影响到制品的质量,特别是对于形状和结构都比较复杂的制品的成型。因此,如何将BMC模塑料合理地投放到压模中,是一个十分重要的问题。
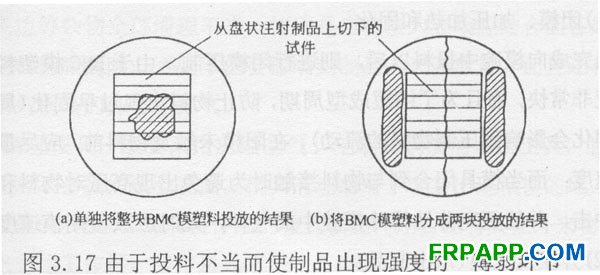
在大多数情况下,是用人工将压实而且质量与制品相近的整块(团)BMc物料投放到压模型腔的中心位置上。但有时,也可以特地将物料投放到在压制时可能会出现滞留的地方,如凸台、型芯和凹槽这些地方。最不好的方法是将BMC模塑料分成若干块而投放到模腔中,因在压制中,当分成块的物料流到会合点时可能会出现熔接线,使制品在此处出现强度的“薄弱环节”,如图3.17(b)所示。