热固性玻璃钢( FRP) 以其设计灵活、易成型、轻质高强、耐腐蚀等优点, 广泛应用于建材、交通、矿山等行业。但随着FRP 用量的不断增加, 玻璃钢废弃物数量近年来剧增, 主要是到寿命的玻璃钢制品废弃物和生产加工过程中产生的边角余料和废品废弃物。传统的掩埋、焚烧方法, 占用大量土地, 造成环境污染, 而且处理费用高, 处理量有限, 远不能满足玻璃钢废弃物数量剧增的要求。随着对玻璃钢废弃物回收的环保呼声的日益强烈, 玻璃钢废弃物已成为社会问题, 严重影响玻璃钢在建材、汽车等行业的进一步应用。
另外, 玻璃钢废弃物不能象热塑性玻璃钢(FRTP) 那样通过加热再次成型, 而且在使用过程中多经过喷漆、涂装并与其他塑料件等配合使用, 其回收难度也较大。
世界各发达国家对玻璃钢废弃物的回收利用十分重视, 研究得较早。如: 美国在80 年代即开展热分解回收方法可行性研究; 日本通产省于1990 年设立玻璃钢再资源化处理委员会, 并下设调查、标准化、切断破碎、粉料利用和热塑性玻璃钢处理等七个技术分会,自1991 年起, 制定了多部有关玻璃钢回收利用和促进回收利用的法令和政策; 欧美确定了以/ 省资源、再利用、再资源化、最终处理0 为指导方针的玻璃钢废弃物处理的发展方向。
各国政府和玻璃钢企业都投入大量人力和物力,先后开发出多种回收方法, 如: 热解回收法、粉碎回收法、能量回收法、水解或醇解回收法、生物回收法等, 其中较为经济实用的是热解回收法和粉碎回收法, 并已开发出专用的设备。
2、玻璃钢废弃物的来源
玻璃钢废弃物按其废弃原因可分为两类, 即产业废弃物和一般废弃物。
产业废弃物来自成型过程中, 主要是成型中产生的纯而洁净的边角余料、废料和废品。
一般废弃物来自使用过程中, 主要是到寿命失去功能的废弃制品、未到寿命而因运输、施工、使用过程中偶然损坏的废弃制品和因更新换代淘汰下来的尚能使用的制品( 其中一部分转为他用, 一部分作为废弃物) 。
3、玻璃钢废弃物的回收利用方法
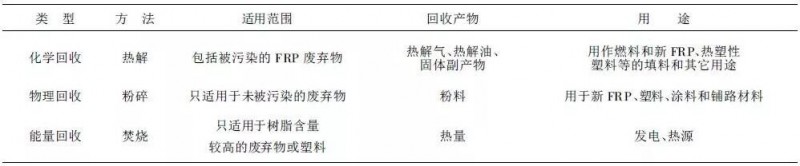
玻璃钢废弃物的来源往往决定其回收工艺。纯而清洁的玻璃钢废料、废品等一般用物理粉碎法回收; 被油漆、胶粘剂、衔接件等污染的废弃物常用化学热解法回收。这两种方法能回收用于相同或类似的新产品的填料, 回收用于填料被优先考虑。
玻璃钢废弃物中有机物含量一般较低、灰分高, 且焚烧后CaCO3 转化为CaO, 影响制品的固化和物理性能, 作为能量回收收益十分有限, 但对于树脂含量高的玻璃钢和塑料废弃物而言, 能量回收不失为一种好方法。
玻璃钢废弃物回收利用最适宜的用途由以下条件决定:回收粒子的尺寸和尺寸范围;回收粒料与新的基体树脂的相容性;回收粒料与所取代的填料的应用效果比较, 理想情况是回收粒料提供某些优良性能而成本低于其他填料;四分之一粒料的残留强度: 回收粒料中的玻纤强度下降不大时, 可作增强材料, 否则只能用于增强性能要求不高的产品或进一步研磨作填料。
表1 玻璃钢废弃物回收方法对比
3.1、热解法
美国汽车协会和通用公司共同努力, 在1988 年和1989 年分别由Conrad 工业公司和Wind Gap, J. H.Beers 公司进行了数十吨SMC 废弃物热解试验, 证实了热解法的可行性。
热解法是借鉴塑料、橡胶高温分解回收法, 将玻璃钢废弃物在无氧情况下, 加热分解成为保存能量成份的热解气和热解油, 以及以CaCO3、玻纤为主的固体副产物。其热解产物随热解温度的不同而不同, 一般地在400~ 500 e 回收热解油为主, 在600~ 700 e 回收热解气为主。玻璃钢废弃物热解产物的组成、性能、用途见表2。
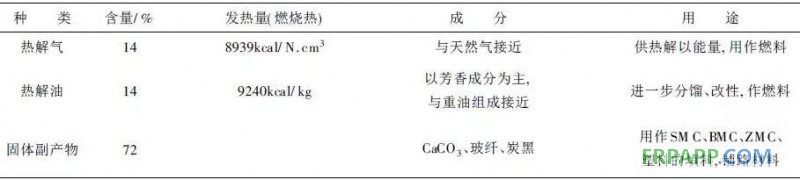
表2 玻璃钢废弃物热解产物表
一旦热解过程开始, 即温度达到480~ 980 e , 所产生的热解气具有足够的能量供给热解使用, 达到自给, 多余部分, 可存储用作燃料。热解过程和最终产品满足安全性和环保的要求。热解法最大的优点在于可处理被油漆、粘接剂和其他材料污染的玻璃钢废弃物,而金属异物在热解后从固体副产物中除去。热解法是最具开发应用前景的回收技术。
玻璃钢废弃物中的玻纤在热解的高温下力学性能下降, 进一步研磨后, 可与其他固体副产物研磨粉料一起用作填料, 替代CaCO3。在通用A 级汽车SMC 用料中, 其替代量高达CaCO3 填料的30% ( 混合物的12% ) 时, 对加工和力学性能无不良影响( 见表3) 。
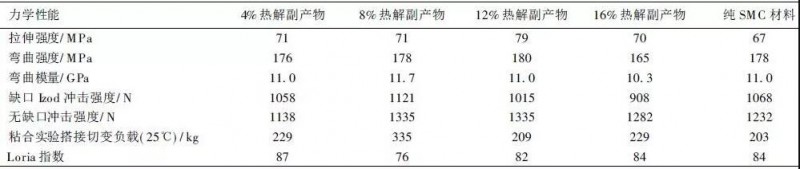
表3 含有研磨热解副产物的SMC 性能对比表
3.2、粉碎回收法
若玻璃钢废弃物未被污染, 粉碎回收法是最好的回收方法, 回收的粒料和粉料可象CaCO3 那样应用于SMC、BMC, 应用情况取决于粒子的尺寸和尺寸范围如表4。

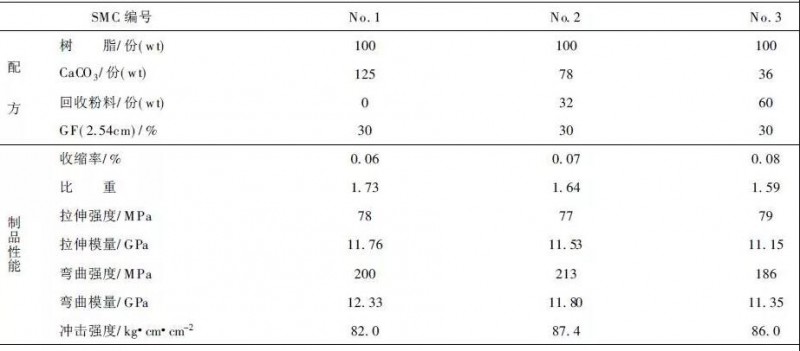
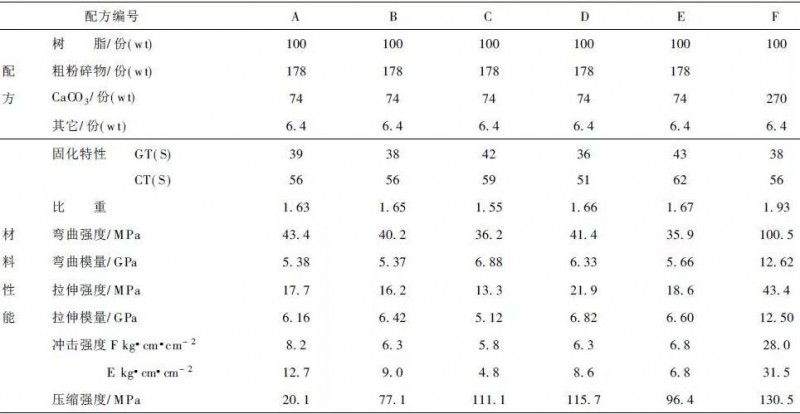
表4 粉碎法回收粒料尺寸及应用范围
玻璃钢废弃物回收粗粉碎粒料用于BMC, 用量可达50% ; 粉料用于SMC, 用量可达30%; 以SMC 废弃物回收粉料为例, 全部取代CaCO3 和玻纤制得的BMC 制品力学性能是标准BMC 的70%, 而充模性能提高50% ~ 100%, 密度下降15%以上。用于BMC 的粗粉碎料中的纤维较标准BMC 中的纤维的增强效果差。
玻璃钢废弃物回收粉料用于BMC、SMC 材料性能见表5 和表6。由表5 和表6 可以看出: 回收料在BMC 和SMC 中用量分别达到50% 和30% 时, 对材料的机械性能影响不大, 但却使材料比重下降较大, 可制得轻质产品。
表5 含不同用量玻璃钢废弃物回收粉料的SMC 配方及性能对比表
表6 含有玻璃钢废弃物粗粉碎回收料的BMC 配方及材料性能对比表
4、玻璃钢废弃物的回收设备及技术
玻璃钢废弃物一般需先洗净、分捡, 与金属等异物分离解体, 然后切割、破碎成小于15cm @ 15cm 尺寸的碎块, 再根据不同的回收方法进行热解、焚烧或掩埋,或进一步粉碎成粉料加以回收。
4.1、切割、破碎设备
玻璃钢废弃物在分捡出金属等异物解体后, 首先要进行切割和破碎。该技术主要受废弃物形状的影响, 另外, 切割玻纤对刀刃的磨损, 废弃物中金属等异物和污染状态等也有不同程度的影响。
一般来说, 在解体后, 先切割成最大尺寸为12m*2m, 再破碎成最大边长为15cm 的碎片, 即可进行热解、掩埋等处理, 或进一步粉碎回收粉料。据日本玻璃钢协会废弃物再资源化处理委员会切割破碎分会的调查, 目前已有近50 个厂家生产玻璃钢废弃物回收切割机、破碎机, 品种近50 个, 可处理0.5~ 2.5m*0.5m*3.0m 尺寸的玻璃钢废弃物, 设备方面的发展趋势是开发移动式解体机和破碎机, 以便对大型玻璃钢废弃制品如船体等进行处理。
对于船舶、汽车行业的大型玻璃钢废弃物由于混有较高硬度的金属异物, 一般有啮合型和非啮合型切割破碎机。
一般地对于玻璃钢废弃物, 较实用的切割破碎设备是由铲子、叉式起重机等辅助工程机械、打包机冲击、闸式剪切机和螺旋剪切机等多方面构成。
4.2、热分解回收设备
玻璃钢废弃物切割、破碎成50cm*50cm 以下的碎片后, 投入密封的高温分解反应容器中, 以丙烷或热解气加热, 进行高温分解。整套设备组成如下:
(1) 原料处理和喂料系统
(2) 高温分解反应器
根据废弃物的传热性差、树脂热解时的发热量大和树脂高温熔融、滴流、粘壁以及纤维和填料粘附炉壁和飞扬、不完全燃烧产生炭黑并附着炉壁等特点, 专门设计加工, 是热解回收的核心部分。
(3) 控制系统
监控热解温度、燃烧率、压力、真空和其他过程。
(4) 出料系统
4.3、粉碎回收设备
玻璃钢废弃物在解体、切割后, 用金属探测器进一步检查、清除金属异物后, 即可采用冲击破坏方式或搅拌磨碎方式进行粉碎处理; 大量处理切削加工的废弃物, 也可采用石臼直立方式粉碎处理。
1992 年日本开发出的试验型玻璃钢废弃物回收成粒粉碎设备, 使粉碎回收得以实现, 设备组成为: 废料输送机、成粒粗粉碎机、鼓风机、旋风分离器、定量供料箱、集尘机、冲击磨碎机和分级设备组成。在除尘隔音室内进行, 作业环境噪音在75dB, 粉尘在环保要求之内, 30cm 以下切割后的废弃物可连续投入, 分级能力在约100kg/h。
5、结束语
我国玻璃钢行业经过40 年的发展和开发应用, 玻璃钢废弃物数量逐年递增, 回收问题已直接影响玻璃钢行业的发展, 因此, 研究热固性玻璃钢固体废弃物回收处理方法, 建立一整套关于玻璃钢废弃物收集、加工、回收料销售应用等现代化回收体系, 已迫在眉睫,同时, 提出新的材料认识观、发展观、评价观和设计观,加强设计和生产质量管理, 提高制品质量和寿命, 缓解玻璃钢废弃物的排放量以及大力开发新型易回收利用的绿色玻璃钢材料, 增强环境保护协同性, 是摆在每一个玻璃钢企业和研究者面前的急待解决的课题。